先に結論
反りの主な原因は熱ムラと冷却ムラです。加熱を均一にし、十分に結合した状態で平らな場所に移し、紙と重しで冷ますと安定しやすくなります。
- 熱が偏るほど反りやすくなります。
- 冷える途中の置き方でも形は変わります。
- 押さえるのは、まだほんのり熱がある間が効果的です。
なぜ反るのか
一部だけ強く溶けたり、表裏の熱量が大きく違ったりすると、縮み方に差が出て反りやすくなります。
大きめの作品や平らな仕上げほど、熱ムラの影響が見えやすくなります。
反りを防ぐ基本
- 加熱を全体に均一に回す。
- 端や角だけ弱く残さない。
- 早い段階で無理に裏返さない。
- 冷ます場所は平らで安定した面を使う。
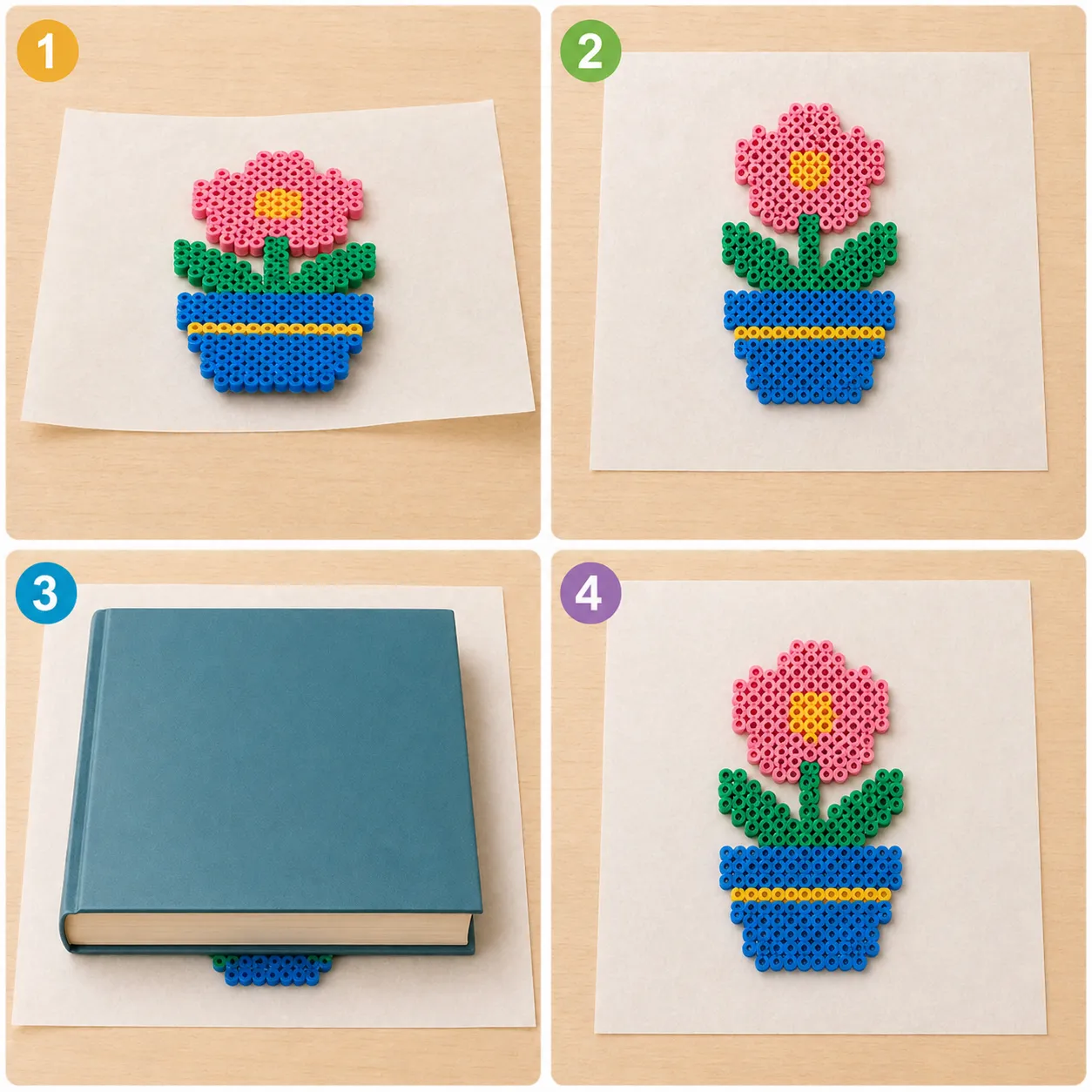
平らに冷ます手順
加熱後はすぐに平らな場所へ移し、紙を挟んだまま本や板などで均一に重しをかけます。
完全に冷える前に何度も持ち上げると、せっかく整えた形が戻りやすくなります。
すでに反った場合
軽い反りなら、紙を挟んで少しだけ再加熱し、もう一度平らに重して冷ますと改善しやすいです。
- 再加熱は短く行う。
- 一度に直そうとして熱を入れすぎない。
- 大きな反りは数回に分けて整える。