Core principle
To reduce warping, keep heating as even as possible, flip at the right moment, and cool the piece under flat pressure so the whole shape settles evenly.
- Warping is mostly uneven heat and uneven shrinkage.
- Large pieces amplify small heating mistakes.
- Flattening works best when it is part of the process, not just a rescue step.
Why fuse bead pieces warp
As the plastic softens and shrinks, hotter areas and more-melted areas contract differently from cooler ones. That difference pulls the piece out of shape as it cools.
The larger or more heavily melted the piece is, the easier it is for small differences to become visible bends.
How to prevent warping during the process
- Move the iron evenly instead of overworking one corner.
- Flip once the first side has bonded enough, not too early and not much too late.
- Treating both sides usually improves stability.
- Press the piece flat while it is cooling, not after it has already set crooked.
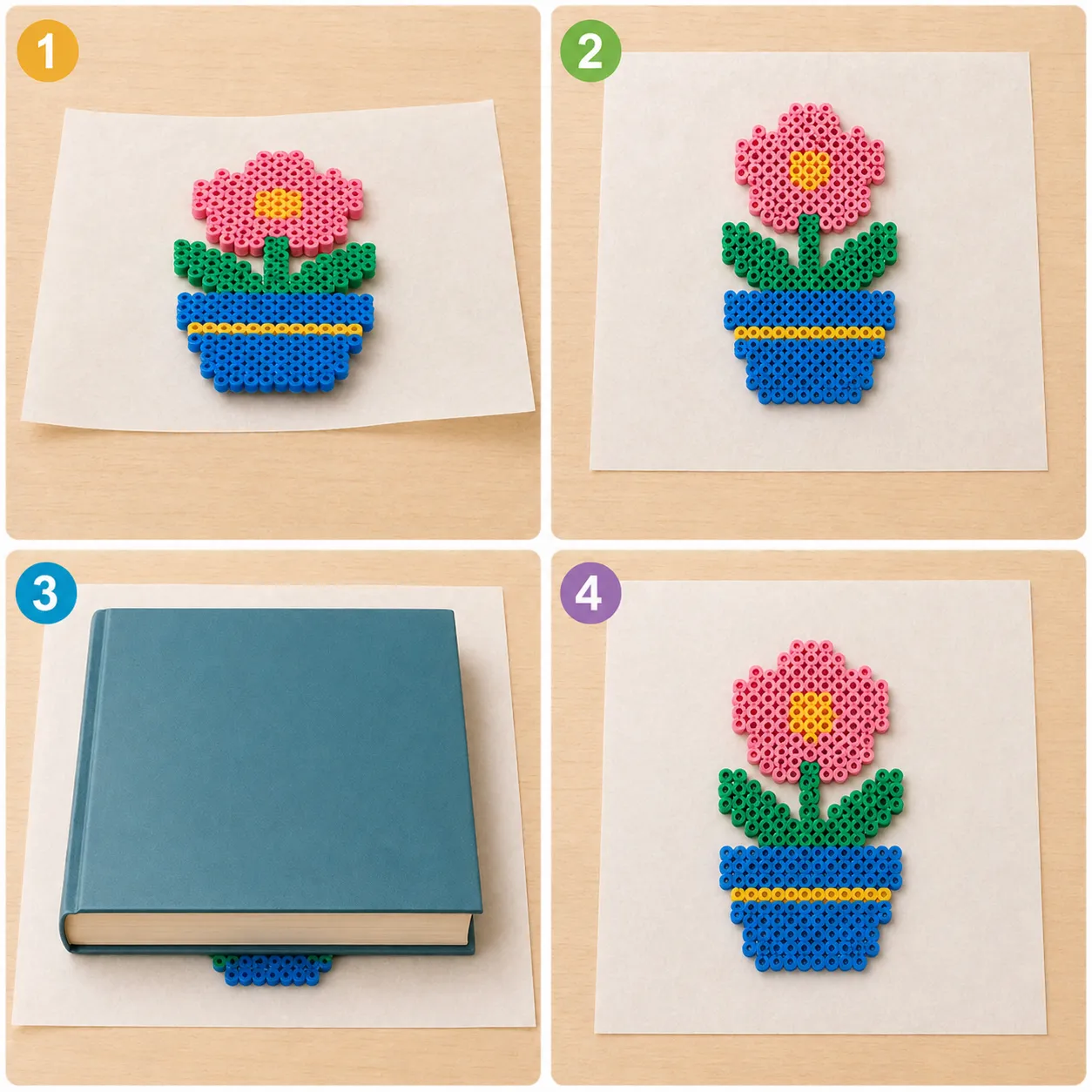
The most practical flattening method
A reliable method is to place the freshly ironed piece on a flat heat-safe surface, cover it with paper or a flat board, and press it with a broad, even weight.
The goal is not maximum force. The goal is to let the entire piece cool in a flat plane.
- A flat weight is more important than a very heavy one.
- Wait until the piece cools noticeably before removing pressure.
- Large pieces may need extra attention at the edges.
Can a warped piece be fixed later
Often yes, but avoid jumping straight to an aggressive second ironing. A lighter reheat through paper, followed by flat cooling under pressure, is usually safer.
Once details are already over-melted, recovery becomes harder, which is why prevention is better than repair here.